
天鷹酒造株式会社とは

栃木県大田原市にある1914年(大正3年)創業の日本酒の酒造会社。
日本酒のほか、蜂蜜酒、焼酎、リキュール、加工食品の製造及び販売を行っています。
そのほとんどに銘柄『天鷹(てんたか)』がついています。
日本酒『天鷹』の銘柄の由来は、初代蔵元が旅先の宿で飛翔する鷹を夢に見たことによるもの。
この夢を瑞兆(ずいちょう)=良い兆しと喜び、『天鷹』と命名されたそうです。
初代蔵元・尾﨑元一氏が東京の神田佐久間町にて「尾﨑元一商店」として酒問屋業を始めた年に、栃木県湯津上村(現在の栃木県大田原市)にあった「蛭畑酒造合資会社」の経営を引き継いだことが酒造業を始めるきっかけとなりました。
1931年(昭和6年)に蛭畑酒造合資会社から「尾﨑元一商店酒造部」へ改め酒問屋の傍ら酒造を続けますが、1945年(昭和20年)東京大空襲を機に神田佐久間町から湯津上村へ移転し、酒造りが本業となっていきます。
終戦後の1953年(昭和28年)には、(社)日本酒造協会関東信越支部第一回清酒品評会にて優等賞を受賞。以後入賞を繰り返し、「天鷹酒造株式会社」として法人化します。
1985年(昭和60年)、越後杜氏から南部杜氏による酒造りとなり、1988年(昭和63年)には関東信越国税局酒類鑑評会にて第一位入賞、2009年(平成21年)には全国新酒鑑評会を13年連続入賞(うち10回金賞受賞)するなど怒涛のメダルラッシュ。
業界では有名な銘柄『天鷹』ですが、他の有名酒蔵と一線を画すのは、全国でも珍しい有機日本酒づくりに挑戦しているところ。
2005年(平成17年)には、有機JAS認証を取得。
2010年(平成22年)には有機食品として日本初のEU同等性認証を、2014年(平成26年)にはUSDA認証も取得し、日米欧の有機認証を持つ数少ない酒蔵となりました。
2018(平成30年)年には有機専門の農業法人「天鷹オーガニックファーム株式会社」を設立し、原料米の栽培から酒造りまで一貫した環境に優しい製造体制を確立するなか、日本酒『九尾(きゅうび / Kyūbi)』シリーズを発売。
2015年(平成27年)からは、蜂蜜を発酵して造った蜂蜜酒(ミード)の製造にも取り組み、2019年(令和1年)、アメリカMazer Cup International Mead Competition において日本産蜂蜜酒として初のメダルを獲得、その3年後には、全出品酒中の一位となるBest of Show Meadを日本で初めて受賞しました。
天鷹酒造株式会社へのサケメグリ

お客様はもちろん、販売店の皆様、地域の人たち、農家さんなど 天鷹酒造にかかわる全ての方々が幸せになることを願い、地元の米で酒をつくりたい
と地域の農家さんと一緒に取り組んだ有機日本酒造り。
2023年(令和5年)には、使用米のほとんどが県産米となった天鷹酒造。
有機のお酒を造る酒蔵は、どんな設備があるのだろうと気になった私は、2018年6月に天鷹酒造の見学に訪れました。
蔵をご案内してくださったのは、天鷹酒造の3代目で、代表取締役社長の尾﨑宗範さん。
とても穏やかで時折ウィットに富む、素敵な社長様でした。

栃木県内で行っているサケメグリ(サケタクシー)の類似例なども交えて、ビジネスのヒントをいただきました。
まずは、精米エリアから。

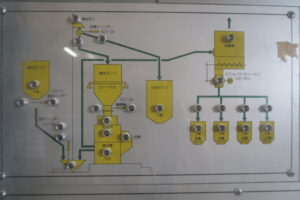


精米歩合50%以下のものは「大吟醸」クラスになりますが、そこまで削るのに約80-100時間かかるそう。
有機日本酒と、それ以外のお酒を仕込む時とで機械を分けているそうです。
次に洗米、浸漬のエリアを通って、蒸米エリアへ。

蒸米の窯の下を覗くとボイラーが設置されており、ボイラーを添加することによってその水が温められて水分が蒸発していきます。
蒸発したお湯で米が蒸されると、蒸気が上がってから1時間蒸して蒸米ができあがります。
次に、放冷機から出てきたお米が向かうところ。

とても近代的な雰囲気の廊下ですが、東日本大震災のときに一度蔵が倒壊しかけ被害を受け、蔵を一新。
全てを綺麗な状態に保てるように、床や壁を水で洗い流せるようにしたのだそう。
有機日本酒づくりには欠かせないポイントがすべてここに詰まっている印象を受けました。
次は、酒母室(酛場;モトバ)


放冷された一部のお米(蒸米)は酒母室へ。
タンクの中に張ってある水の中に蒸米を入れて酵母を添加し、酵母を徐々に増殖させていきます。
お酒にとって必要な量の酵母を製造しますが、完成した「酛」を次の大きなタンクに移していきます。
次は、製麹室(室;ムロ)

麹造りをするお部屋のことを製麴室(セイキクシツ)と呼びますが、放冷された一部のお米(蒸米)は製麹室にも運ばれてきます。
専用の麹の部屋に入れて温度・湿度調整など管理しながら麹造りをしていきます。
種麹についている菌を蒸米の上に振り、米表面で麹菌が繁殖していくことで麹ができます。
酒母と一緒に大きなタンクに入れることでもっとたくさんのお酒を造ることができます。
仕込み蔵



とにかく徹底して美しい設備たち。
温度は10-15度の範囲内に設定され、20-30日発酵された醪は上槽という工程へ。
上槽(ジョウソウ)

できた醪は、3種類の方法で絞られていきます。
1)通常のお酒は1日かかる「やぶた」
2)佐瀬式の「槽(フネ)」
3)ハイグレードなお酒を造る時は「雫どり」
絞ったお酒は一定期間冷蔵室で保管され、その後多くのお酒は火入れされます。
62-64度にお酒を温めることで、酵母が失活しそれ以上熟成しないようにしています。
試飲タイム


蔵見学の後は、直営店にて試飲をさせていただきました。
有機純米をはじめ、いくつか試飲させていただきましたが、有機と普通の日本酒で味を香りにどれくらいの差があるかというと、そんなに変わりがない気がします。
ただ、有機のお酒は、とても柔らかで優しく、すーっと身体の隅々まで入っていくような丸みをおびたお酒のように感じました。
シルクのような滑らかな舌触り。
有機であることに加え、蔵の場所が那須高原の南の方のエリアで、果物や牛乳が美味しい土地だからかな…などと妄想したり。
そんな余韻に浸った蔵見学となりました。
直営店には樽酒スティックや

米麹も販売しています。

自分へのお土産も買っちゃったー!
ミニトートバッグ可愛い♪


天鷹酒造株式会社へのアクセス
●お車でお越しの場合
東京駅八重洲口から首都高川口線/S1と東北自動車道を進み、矢板ICで高速を出ます。
そこから北東方面へ県道161号と県道48号を進んで30分ほど蛭畑方面へ走ると天鷹酒造の看板が見えてきます。
東京駅からは約2時間半みておけば良いでしょう。
●電車とバスでお越しの場合
東京駅から東北新幹線で那須塩原駅へ。宇都宮線に乗り換えて西那須野駅で下車し、東口のバス停から30分ほど乗車すれば到着します。
こちらの場合も東京駅からは約2時間半です。
バス乗車時間が長いことや、帰りの時間を考えると、お酒を飲まない方を運転手にして、車で訪れることをおすすめします。
せっかく大田原へ訪れたのですから、周辺の観光も合わせて、楽しんでいってくださいね。
茨城県を経由していく方法もあります。(常磐道・水戸北ICで降りて北西方面へ)
さて、天鷹酒造の蔵見学、ナチュラルなお酒を造るこだわりを拝見させていただきましたが、新しいブランド『九尾』も気になるところ…!
今までの天鷹ブランドにはない、若手蔵人チャレンジの少量生産・限定流通のお酒は、どこで出会えるでしょう。
九尾という名前からなんとなく強いイメージですが、オーガニックな感じなのかしら。
初対面のその日を楽しみに、サケメグリの旅は続きます……それでは!
――――――――――――――――――――
天鷹酒造 株式会社
てんたかしゅぞう かぶしきがいしゃ
TENTAKA Shuzo Co., Ltd.
代表取締役社長:尾﨑 宗範
創業:1914年(大正3年)
住所:〒324-0411 栃木県大田原市蛭畑2166
TEL:0287-98-2107
営業時間:9:00-17:00
営業日:営業カレンダーより
Website:https://www.tentaka.co.jp
――――――――――――――――――――





